
滾壓拋光是否可以取代拋光等昂貴且效率低的工藝?這個問題可以很容易地用「視情況而定」來回答。我們將使用醫療行業的客戶案例來準確解釋限制在哪裡以及可以滿足哪些要求。
髖關節植入物對生產的要求很高
在醫療技術領域,對產品的要求極高。我們都希望保持身體健康和行動靈活。我們希望即使到了高齡,也能夠無痛地活動並保持活躍。因此,在實現這些願望時,植入物或人工關節發揮重要作用。不幸的是,現實情況是,在許多情況下我們的關節已經磨損,需要更換。目前數據顯示,2023年植入手術數量將增加7%,光在德國,每年就有22萬例髖關節植入手術。我們平均認為,四分之一的人一生中將需要人工關節。
圖 1:髖關節植入物數量不斷增加
不幸的是,並不是所有的手術都能成功,而且令人遺憾的是,這樣的關節可能無法永遠維持下去。人工關節的壽命大約是10年。如果品質不好,使用壽命會縮短,並且需要過早修復,這總是會帶來再次手術的風險。簡而言之,我們都非常關心確保髖關節植入物的生產符合最高標準,並且關節的品質絕對完美。
對關節的一項要求是球窩之間的摩擦力較小。兩個表面必須非常光滑,以防止因表面壓力過大而導致碎裂。為了實現這一目標,通常由鈷鉻鋼或鈦製成的球在最後的加工步驟中被拋光。對醫生來說,表面的光澤度是決定是否使用植入物的決定性標準。
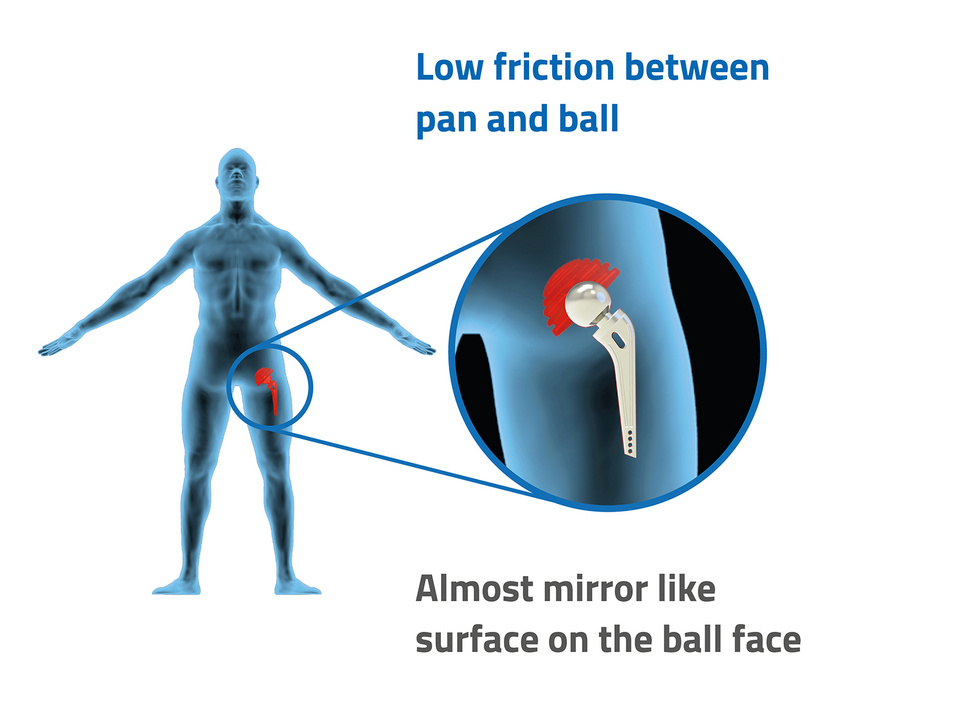
圖 2:表面要求
拋光作為精加工工藝
最後的拋光過程分幾個階段進行。隨著拋光工具越來越精細,表面粗糙度逐漸降低。就生產率而言,較低的材料去除率可以透過通常要求的粗糙度 R a < 0.02 µm 來彌補。為了獲得鏡面般的表面,必須使用顆粒尺寸極小的拋光工具。每次拋光時,砂粒尺寸都會減少。
為了提高生產力,我們的客戶對工藝鏈提出了質疑,並尋找拋光工藝的替代方案。
滾壓拋光大大減少了拋光工作量
該項目的明顯想法以及目標是用滾筒拋光工藝完全取代拋光工藝。透過使用 HG6-9 型靜壓滾壓工具,粗糙度值可以可靠地降低到 R z值小於 R z < 0.6 µm。軋製速度為vw = 150m/min,軋製進給速度為fw = 0.1mm。
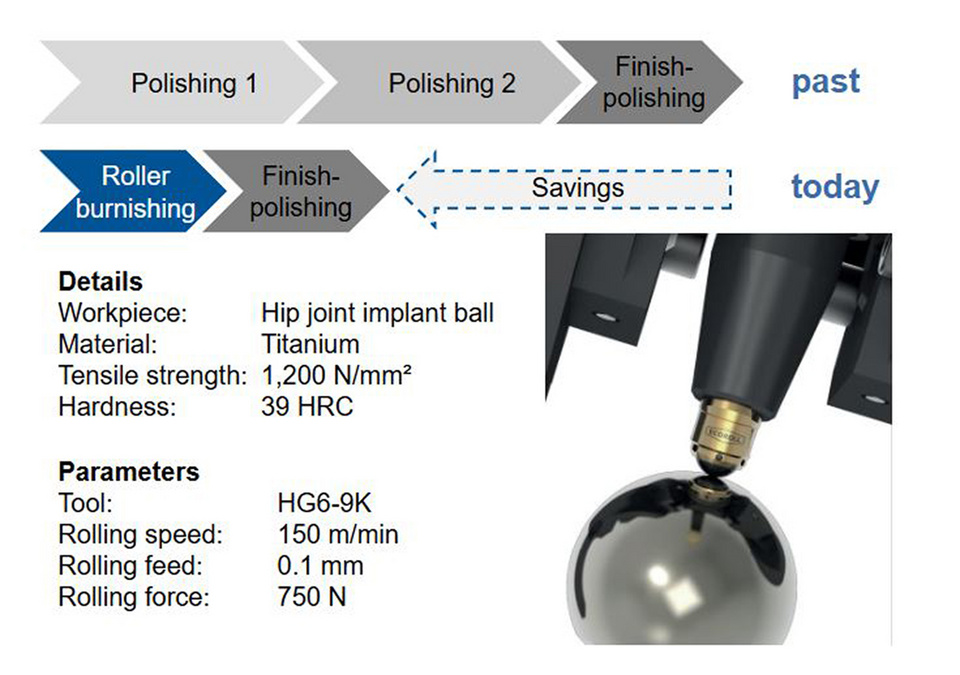
圖 3:製程鏈中的滾壓
在滾壓拋光中,透過將滾輪或球壓在表面上,透過成型製程來降低粗糙度。這意味著滾動體透過滾輪壓力產生如此高的接觸壓力,以至於粗糙度峰值的材料開始流動。這會迫使物質從峰頂進入谷底,從而降低峰頂並升高谷底。在這種情況下,使用的軋製力為 F w = 750 N。換句話說,所使用的力是傳統加工機器可以控制的。
透過使用上面描述的滾壓拋光工藝,雖然不能完全取代拋光,但可以顯著減少拋光的需要。可以消除一些拋光步驟,從而實現總體成本降低-27%。
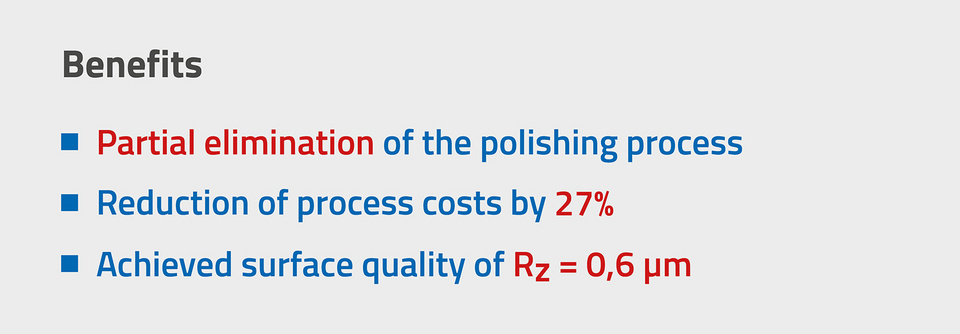
圖 4:滾壓拋光的好處
